关于我们|联系我们 | 网站地图
Gelinmei Product list
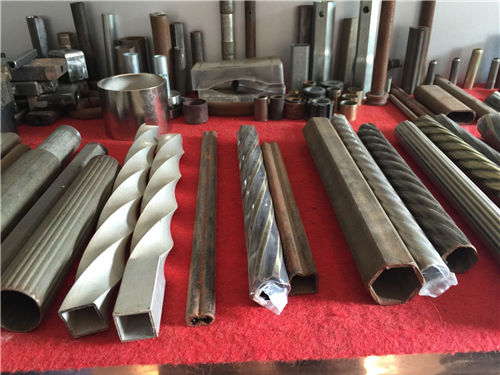
焊管设备制造商介绍设备常见的一些生产故障。 焊管设备是目前焊管生产线上的重要设备,整机正常运行对提高生产效率问题和保证产品质量有重要作用。 因此,也需要对焊管单元进行故障诊断。 从焊管设备制造商那里,对焊管设备及高频直缝焊管单元常见的生产故障进行说明。 焊管设备故障发生的原因很复杂,一个故障可能是由很多原因引起的。 这里先整理介绍伤口的故障。 焊管设备制造商: 管坯损伤的主要原因有两种。 第一个是引导机构的伤口,引导机构的伤口通常是伤口管坯的两侧,如果安装引导套筒一侧的引导机构调整的位置不合理,管坯的上下两侧的表面也会产生摩擦伤口,创面会受到比较大的损伤,而且比较另外,这种损伤的主要原因是安装的导向套筒调整的高度位置不正确。 除此之外,导辊的轴承也有可能坏了。 管坯控制不好时,管坯会与导向套筒摩擦,损伤伤口。 二是挤压焊接机构的伤口。 挤压辊造成的损伤也在管坯的底部产生很多损伤。 另外,损伤的原因主要是因为孔型不符合。 焊接的挤压结构是二辊式、三辊式或四辊式,是组合的孔型。
Copyright © 2021 无锡市华奥焊管有限公司 All Rights Reserved 地址:无锡市惠山区钱威路与晓丰路交叉路口往东约130米 电话:0510-83233111 联系人:唐经理 手机:13814259476 网址:www.wxhuaao.cn